Manufacturing data companies generate enormous amounts of data every day. Production orders, machine downtime, changes in production schedules, quality measurements, and material movements continuously create new records in various information systems.
At first glance, such digitalization should provide complete visibility into operations.
In practice, however, the opposite often happens: visibility does not increase — and sometimes even decreases.
The problem is not a lack of data.
The real issue is that data are scattered across different information systems that are not sufficiently connected.
Information Systems in Manufacturing
When a production manager wants to understand why productivity has dropped or why downtime keeps occurring, they often need to consult several different systems and reports. Each of them shows only a fragment of the reality — rarely the full picture.
Specialized Systems – Necessary but Often Disconnected
Most Manufacturing data rely on multiple specialized information systems.
These systems are usually very effective within their specific domains because they are designed to solve particular operational tasks.
ERP (Enterprise Resource Planning) manages the core business processes of a company. It contains information about orders, inventories, finance, procurement, and production planning. ERP provides an overview of the company’s business operations and forms the backbone of most digital organizations.
However, when companies want to understand what is actually happening on the production floor, ERP alone is not enough. This is where MES (Manufacturing Execution Systems) come into play. MES tracks production orders, batch traceability, quality data, and equipment efficiency. Many MES systems also measure OEE (Overall Equipment Effectiveness), one of the key indicators of machine utilization.
At an even more operational level, SCADA systems monitor process parameters such as temperature, pressure, or machine speed. Their role is to ensure stable and safe process operation.
Another critical component of the digital infrastructure is CMMS (Computerized Maintenance Management Systems), which support maintenance planning, asset management, spare-parts control, and maintenance history tracking.
To analyze and interpret the growing volume of data, companies often rely on Business Intelligence (BI) tools such as Power BI, Tableau, or Qlik. These tools help visualize performance indicators and support data-driven decision-making.
In some industries, PLM (Product Lifecycle Management) systems also play an important role by managing the entire lifecycle of a product — from design and engineering to production changes and service.
Each of these systems serves a clear purpose.
The challenge arises when companies try to use them as if they were a single integrated system, even though they were designed as a collection of specialized solutions.

The Biggest Challenge of Digital Manufacturing
When data are distributed across multiple systems, companies typically face the same recurring problems:
- data must be collected from multiple sources,
- analyses require manual preparation of reports,
- different departments work with different numbers.
As a result, a significant amount of time is spent aligning information instead of improving processes.
Digitalization exists — but it does not necessarily create true operational visibility.
Connecting Data: The Next Step in Digital Transformation
This is why a new approach to digital transformation in manufacturing is emerging.
Instead of implementing more and more separate systems, companies are looking for ways to connect existing systems into a coherent information framework.
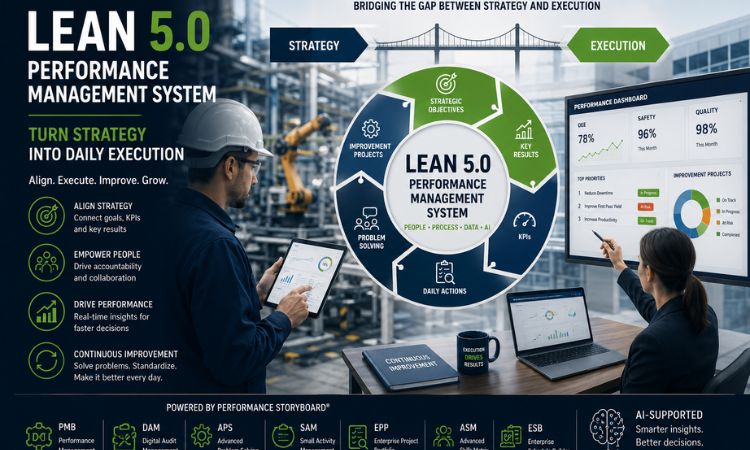
One example of such an approach is Performance Storyboard®.
Performance Storyboard® is a modular Lean Management System that connects strategy, KPIs, daily management, TPM routines, audits, structured problem-solving, and people development into one integrated digital framework.
AI optimizacijia_ cornerstone č…
The platform integrates several capabilities that companies often manage through separate tools:
- TMM (Total Maintenance Management) – supporting planned maintenance in alignment with TPM and OEE management
- DAM (Digital Audit Management) – enabling structured audits, safety inspections, and process compliance
- APS (Advanced Problem Solving) – supporting structured problem-solving methods such as A3, 8D, and 5 Why
- ASM (Advanced Skills Matrix) – providing visibility into employee competencies and workforce flexibility
The key advantage of such a system lies in its ability to connect data from different operational areas and place them into the context of daily management.
For example:
- audit findings can trigger structured problem-solving processes,
- maintenance data can directly influence performance indicators,
- workforce competencies can be linked to production requirements.
This creates a transparent information flow that enables faster decisions and more focused improvement activities.
Digitalization as a Tool for Better Decisions
Digital tools do not improve processes by themselves.
Real value emerges only when data become understandable and support decision-making.
Companies that successfully connect their information systems gain significantly better visibility into their processes. Instead of spending time collecting data, teams can focus on analyzing losses, improving processes, and solving problems.
Digitalization then stops being a collection of disconnected systems and becomes a powerful tool for systematic performance improvement.
Conclusion
Manufacturing companies today do not suffer from a lack of data.
Their biggest challenge is turning that data into a coherent picture.
When information is fragmented, digitalization often increases complexity.
When systems are connected and data are placed in the context of operational processes, digital infrastructure becomes a powerful driver of efficiency, quality, and reliability.
For this reason, integrating information systems is becoming one of the key steps in building a truly data-driven manufacturing organization.